Scientific Molding
Injection Molding: Complete Guide to Scientific Molding
It’s easy to see how computing and innovation have positively impacted all kinds of industries over the past 35+ years, and the injection molding industry is no different. Today, plastic injection molding is largely based on a scientific approach.
What is Scientific Molding?
Scientific molding is a process where the fill, pack, and hold stages are treated separately to reduce fluctuations and improve overall product consistency. Separating these stages is also called decoupled injection molding. According to scientific molding educator John Bozzelli, molders who use scientific injection molding equipment, software, and methods can “reduce cycle times, increase machine efficiency, and ultimately make more money.”
What’s the difference between traditional molding and scientific molding?
In traditional injection molding, the mold is filled with a single shot under constant pressure to pack the cavity. In scientific molding, the cavity is filled to about 90-97% at a set velocity. In the following phase, the machine switches from velocity control to pressure control, where the cavity is “packed out” fully to finish the process.
The scientific method offers greater shot-to-shot consistency and improved control over a part’s specifications. On the other hand, the traditional injection molding method often leads to larger variations in part dimensions from cycle to cycle.
A scientific injection molding approach is especially critical when making complex parts and components, where even small changes in molding variables can significantly impact the process or final product. The main goals of scientific injection molding involve two key strategies:
- Develop a process that delivers repeatable results with minimal variation
- Optimize the dimensional or mechanical characteristics of a molded part
Factors in Science-Based Molding
Another aspect of traditional molding focuses on machine-based control. It was once thought there were 20 or more machine settings that could affect problems with the molded product (like dimensions, voids, warping, and other quality issues). Researchers tried to find connections between part problems and machine settings.
Over many years, when it was found that machine settings had little or no connection to part quality, research shifted from the traditional, machine-control method to a science-based approach. The “plastics point of view” became the foundation of modern research based on scientific laws instead of just machine settings. Donald C. Paulson pioneered this approach, developing a plastics research lab at General Motors Institute in the mid-to-late 1960s.

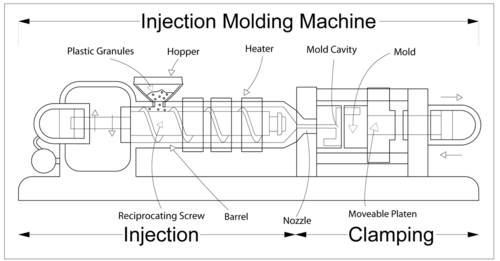
Injection Molding Processing Stages
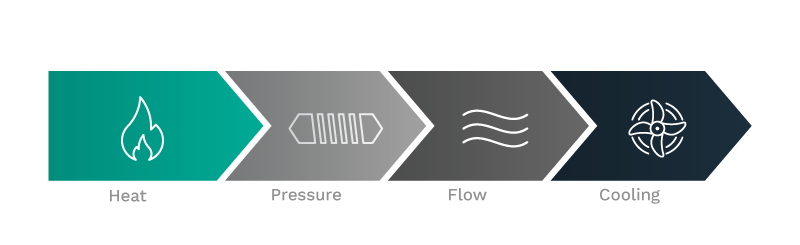
Mr. Paulson focused on the four plastic injection molding processing stages that are best known for controlling the properties of the molded part: heat, pressure, flow, and cooling. As Paulson hypothesized, each of these “would be governed by the laws of physics: First, the Laws of Heat Transfer; second, the Poiseuille fluid flow law; and third, the Equation of State for Plastic.”
By measuring and recording the machine and plastic variations for each of the four cycles over four years, Paulson and his research team made a few industry-changing discoveries:
- The same physical laws that apply to other materials also apply to plastics processing
- The four plastic variables determine the characteristics and properties of molded parts
The scientific approach to molding doesn’t eliminate the molder’s need to understand machine setup or how machine controls affect plastic output and part quality. However, it does help the molder make better decisions about control settings and cycle times, as well as solve part issues if and when they occur.
Steps in Scientific Molding and the Role of Advanced Process Control
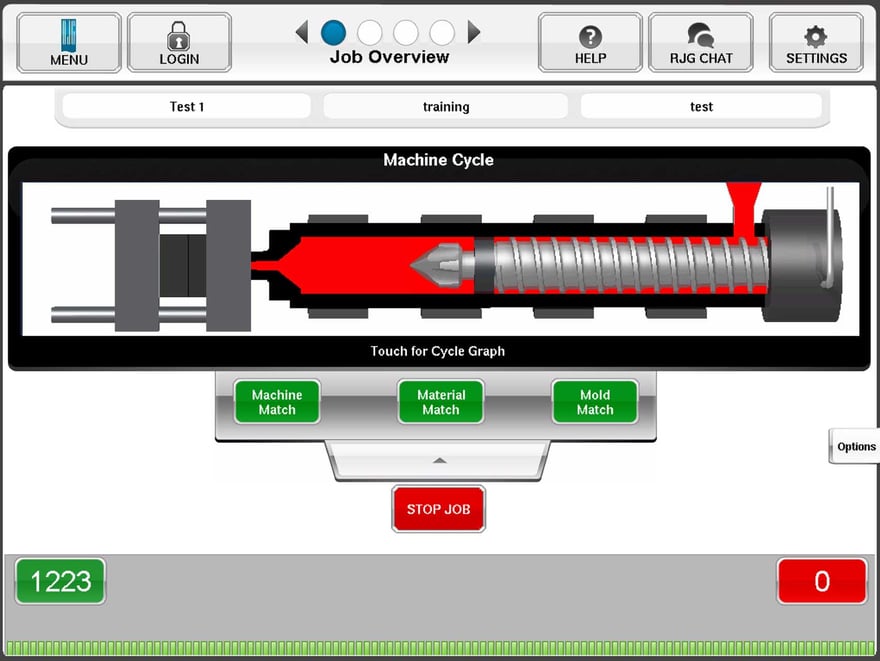
At its core, scientific molding focuses on decoupling the essential steps of the molding process. This decoupling allows for precision, accuracy, and control over every phase of the injection molding cycle. Thanks to advances in technology—especially the introduction of the RJG eDart® system—molders can now achieve even greater levels of control and consistency.
With equipment and software measurement tools like the RJG eDart system, each cycle’s mold variables are monitored continuously. This real-time monitoring is guided by the unchanging physical laws that govern plastics. These laws—regarding heat, pressure, flow, and cooling—are tightly controlled by specially trained engineers, ensuring every part meets the highest standards.
- Initial Shot: The cavity is filled to about 98% of its capacity, with velocity as the main control parameter.
- Fill and Pack: The cavity is filled the rest of the way, reaching full capacity. The material is then compressed, or “packed out,” within the cavity, keeping constant pressure. With RJG’s eDart systems, machine control is based on the plastic pressure inside the mold. This move to controlling by plastic pressure, instead of just machine parameters, gives a more robust process window.
- Cool and Stabilize: As the molded part cools, it stabilizes. Once it reaches the desired stability, the part is ejected and the machine is ready for the next metered shot.
This decoupled approach, enhanced by technologies like RJG’s eDart, gives molders better control over part dimensions. More importantly, it ensures consistent quality from one cycle to the next, often called shot-to-shot consistency in the industry. With these advanced process controls, Rosti can guarantee extremely consistent product quality for its customers.
Advantages of Scientific Molding
It’s easy to imagine a world without scientific molding: products would vary greatly due to wide swings in temperature, pressure, and viscosity; cycle times would increase, machines would be less efficient, costs would be higher, more parts would be rejected, and customers would get lower-quality parts.
As mentioned in our post about the benefits of scientific molding, “Scientific molding practices are essential to achieving outcomes that deliver faster cycle times, higher volumes, and a more efficient injection molding process.” Additionally, “quality control issues can be prevented by having automated containment control and traceability for specific applications.”
Quote Style
“Scientific molding practices are essential to achieving outcomes that deliver faster cycles, higher volume, and a more efficient injection molding process.”
The technology behind scientific molding gives manufacturers the ability to operate more efficiently and creates the opportunity for a global competitive edge. It also enables OEMs and customers to get higher-quality parts with fewer rejects and at lower costs.
The principles and technologies used in scientific molding address the challenge of getting injection molding machines to consistently produce good parts every time.
The Role of Technology in Scientific Molding
The true potential of scientific molding is realized when paired with the latest innovations in injection molding technology. While scientific molding is rooted in the laws of physics, its effectiveness heavily relies on technological advancements, particularly in engineering, equipment, and software.
A great example of this partnership is Rosti’s implementation of the RJG eDart system for advanced process control. This system, which focuses on controlling and monitoring the plastic pressure inside the mold, has been vital in changing how injection molders approach their processes. It’s no longer just about machine setup or routine quality control; it’s about using the latest technology to deliver the highest quality while achieving cost savings.
From initial machine setup to the smallest quality control details and everything in between, technology like the RJG eDart system highlights the need for constant innovation. These advancements have enabled molders to not only meet but also surpass their customers’ demanding requirements. In this sense, technology isn’t just a support—it’s a game-changer for the success of the injection molding process. Let’s take a closer look at this below.
The Role of Mold Flow Simulation Software in Scientific Molding
Scientific molding principles take a data-driven approach. And data makes it possible to improve and achieve repeatable results. For instance, Rosti uses mold flow simulation software by SOLIDWORKS®. As a front-end design validation tool for plastic injection molders, it gives predictive insights into plastic component design. Some key benefits of using SOLIDWORKS software technology include:
- A shorter product development cycle and faster overall time to market by providing predictive insights into the component design early on.
- Better understanding of plastic part geometry that would otherwise be too hard or too expensive to predict.
- The ability to spot potential problem areas in advance, such as sink marks, weld lines, short shots, and other part defects and blemishes.
In short, SOLIDWORKS helps injection molders get the part design right the very first time. As a result, they can avoid costly mold rework, improve part quality, and speed up time to market.
The Role of RJG in Scientific Molding
Well-known for its consulting and training services—including flagship courses like decoupled molding, high-performance molding, and Master Molder I & II certification—RJG’s eDart system has revolutionized the molding process at Rosti.
Rosti’s use of the RJG eDart process control system has been game-changing. Designed to equip molders with critical information, the eDart system is excellent for reducing scrap, ensuring process stability, and delivering repeatable, top-quality output.
Rosti’s goal has always been to maximize press utilization rates. Achieving this required an agile press fleet and a firm commitment to scientific molding principles. The eDart system, with its advanced in-mold pressure sensors, improved Rosti’s molding operations by providing unmatched control and flexibility.
The journey started in September 2009 when Rosti, facing unique challenges, added the eDart system to two of our presses. This integration was so beneficial that we quickly expanded its use. By 2010, Rosti had committed to a two-year plan to equip every press with the eDart system. This pursuit of excellence made our focus on closed-loop process control not just a strategy but a defining part of our culture.
One of the key outcomes, as Kurt Behrendt, Rosti’s director of engineering, highlighted, was the “transformational change in managing part consistency across various material lots.” This was made possible by the eDart system’s skill at monitoring and controlling in-mold plastic pressure changes. The result? Unmatched consistency in the parts Rosti produced.
Main benefits of integrating RJG’s eDart system into our scientific molding process include:
- Historical data recording for every molding shot, providing unmatched insights.
- Real-time production monitoring, ensuring prompt interventions when needed.
- Major improvements in quality assurance, leading to more consistent, high-quality parts.
- Drastic cuts in scrap and processing time, boosting overall efficiency.
In scientific molding, the combination of mold flow simulation software, process control systems, and technologies like eDart forms the core of a strong automation strategy. Next, we’ll explore our deep dive into automation support.
How Automation Supports Scientific Molding
We’ve discussed the science behind molding in terms of physics, process steps, and the role of technology in design, engineering, and process control. But scientific molding doesn’t stop there. Far from it. It also involves, and benefits from, automation and a highly skilled workforce.
In this section, we’ll look at automation’s impact on scientific molding, and in the next one, we’ll cover the importance of specially trained engineers and technicians.
The creation and adoption of automated tools and robotics have positively impacted nearly every industry—and the injection molding industry is no exception. Make no mistake: the more a plastic injection molder can automate its operations, the greater its ability to grow its business and gain a global competitive edge.
The ultimate mark of a scientific molding operation is a fully automated production facility, like the one Rosti launched in 2011 at its Bunsen Drive location. A fully automated facility is sometimes called a “lights out” facility. The manufacturing process at Rosti’s Bunsen Drive location is so unique that the company was awarded U.S. Patent No. 8,827,674 B1 for the process: A specialized injection molding factory system and facility with machines on the first floor and the resin supply located on a mezzanine level.
What does it mean to operate lights-out?
Four years ago, we published how a lights-out manufacturing facility transformed injection molding. In that article, we described the lights-out process as follows:
“Lights-out manufacturing describes the process in which factories and production facilities are equipped with innovative and automated machinery to perform tasks that would normally require a human to be present. Essentially, the production facility can operate “lights-out” – or without significant assistance from human labor, lights, heat, and other expensive business factors. Lights-out manufacturing also allows companies to keep facilities running 24 hours a day, 7 days a week, without needing multiple workforce shifts.”
In this article, we also noted that “Not only has it allowed businesses to improve in the areas of cost and turnaround time, it has also allowed plastic part producers to reduce the likelihood of defects and increase the overall quality of the products produced.” We highlighted several ways a lights-out facility has transformed injection molding, including:
- U.S. manufacturers can gain a globally competitive edge.
- Large orders can be completed quickly without the added costs of more shifts.
- Quality control, delivery, and cost containment requirements can be met.
- It requires a highly trained and dedicated workforce to manage and maintain advanced automation equipment and processes.
Yes, scientific molding includes technologies such as mold fill simulation software, RJG eDart process control, state-of-the-art material handling systems, part conveyance systems, robotics, and a fully automated, lights-out facility.
Quote Style
“Lights-out manufacturing describes the process in which factories and production facilities are equipped with innovative and automated machinery to conduct tasks that would normally need a human [to be] present.”
Even so, these ever-evolving technologies and the lights-out methodology do not allow a business to run completely hands-free. In reality, without skilled and highly trained personnel, none of this would be possible.
Rosti’s combination of experienced veterans and highly motivated young professionals is key to its automation-focused and growth-oriented global business model. Next, we’ll explore the important role that specialty-trained engineers and technicians play in scientific molding.
The Crucial Role of Specialized Engineers and Technicians in Scientific Molding
While it’s not necessary to understand the complexities of physics and technology to recognize the transformative impact of scientific molding on the injection molding process, it is absolutely essential to have specialized engineers and technicians leading the way. Their expertise ensures that science-based injection molding systems are operated with precision and efficiency.
Rosti’s Comprehensive Approach to Molding Education and Training
Rosti places a high value on molding expertise. The company’s strategic hiring and training show a strong commitment to fostering excellence, including:
- Internship Pipeline: Every summer, Rosti brings in two to four interns. This proactive approach ensures a steady flow of future talent to meet projected staffing needs.
- Targeted Recruitment: Rosti specifically hires engineers from schools where students receive both theoretical and hands-on scientific molding training. This guarantees that new hires are familiar with the industry’s complexities right from the start.
- Continuous In-plant Training: By partnering with industry experts like RJG, Rosti’s staff receive regular training on advanced topics like decoupled II and III molding principles, pressure sensor specifications, interpreting eDart system outputs, and more.
- Four-level Curriculum: To further demonstrate its commitment to excellence, Rosti has developed a detailed four-stage curriculum. This program is carefully designed to take a beginner in molding up to the point where they are ready for an RJG Master Molder course. The combination of on-site training and valuable mentoring from in-house Master Molders helps Rosti build its next generation of team members.
Understanding Decoupled II and Decoupled III Molding
Decoupled II Molding:
This process involves filling the mold to a specified position. Afterward, the packing and holding phases are combined, using second-stage pressure to fully pack the mold. This is maintained until the gate is sealed.
Decoupled III Molding:
In this method, the mold is first filled to a certain position. A secondary filling stage or machine packing is then used to fill the mold to a specific cavity pressure. Once reached, the process is held until the gate is sealed.
RJG’s eDart process control system is designed to support decoupled molding processes. It helps molders monitor critical data, control variables in real-time, and ensure consistency shot after shot. By integrating technology like in-mold pressure sensors, the eDart system provides the insights and controls needed for precise, step-by-step decoupled molding procedures.
Rosti Engineers Involved Throughout Entire Process Window
Rosti engineers are deeply involved throughout the entire scientific molding process. It starts early in the design phase when engineers work to design both the part to be molded and the tool that will be used. From there, the engineer determines how pressure sensors will be integrated into all new molds.
Once the sensors are installed, the tool is ready for testing under the supervision of engineers. Testing is done to identify any variables and the necessary parameters for consistent and optimal production.
With feedback from Rosti’s senior process technicians, our engineers select and confirm the use of decoupled II or decoupled III processes for each mold and validate this process template for PPAP (Production Part Approval Process) and ongoing production. After production ramps up, engineers continue monitoring readings and outputs to maintain and fine-tune the process for the best possible results.
Where does design for manufacturing fit into the scientific molding process?
Design for manufacturing is a top consideration for lowering costs in scientific molding. The first company to commercialize Design for Manufacture and Assembly (DFMA), Boothroyd Dewhurst, Inc., found that 80% of a new product’s cost is directly linked to its design.
According to John Gilligan, President of Boothroyd Dewhurst, Inc., “The use of DFMA to help choose the right structures, materials, processes, and labor has become critical given that companies get few second chances in today’s global markets.”
Therefore, the best time for a toolmaker or injection molder to become involved in the design process is early in the development cycle. Doing this allows a better understanding of customer goals and helps avoid unexpected surprises.
In Rosti’s comprehensive guide to design for manufacturing in plastic injection molding, we laid out a four-part approach to design optimization. They are as follows:
Design for Manufacturing
Design for Manufacturing (DFM) refers to the process of designing or engineering a product to lower its manufacturing costs, allowing potential problems to be solved during the design phase, which is the least costly place to address them.
Design for Functionality
Throughout the plastic part design process, it’s crucial to focus on the functional requirements of the part. Experienced design engineers should make recommendations for modifications that help ensure the part meets these functional needs, including what elements the part will be exposed to, any chemical or corrosive materials it must withstand, functional cosmetic aspects, and more.
Design for Assembly
Design for Assembly (DFA) is a process by which products are designed to be easier to assemble, with the ultimate goal of reducing assembly time and costs. The reduction in the number of parts in an assembly is usually where the main cost benefits of DFA occur.
Design for Sustainability
Design for sustainability emphasizes designing parts with print measurement intent in mind—maintaining tolerances with proper measurement sustained over time.
Why Is Material Selection So Integral to Scientific Molding?
According to Kip Doyle, author of an article on the Top 10 Reasons Why Molders Fail at Scientific Molding, many molders can’t move beyond a “machine-focused” approach and mold from the plastic’s “point of view.” He points out that many articles have been written about the four main plastic variables (plastic temperature, plastic flow, plastic pressure, and plastic cooling rate and time), and a scientific molder must understand and optimize the process from the perspective of the plastic.
Coordinating with your injection molding partner to select the best resin early in the design for manufacturability process is crucial for a part’s production success. A good starting point is to have a general understanding of the two primary types of resins—amorphous and semi-crystalline.
Polymers are made up of structures defined in terms of crystallinity—that is, how the molecules in the polymer are packed together.
Crystalline structures are, in most cases, highly ordered, which gives the material strength and rigidity. Amorphous polymers are the opposite. Sometimes the distinction between the two is not so clear cut. Most polymers contain a combination of both crystalline and amorphous structures. The processing method determines the exact mix of each.
In our post on Preparing for Injection Molding Resin Selection, we further break down the differences in polymers.
When thinking about the intended final use of your injection molded part, knowing these key characteristics is essential for choosing the right resin.
Part Appearance and Geometry
A part’s overall appearance and geometry have a major impact on molding capability and the type of resin that should be used. Part design—including size, shape, and wall thickness—can make a part susceptible to defects, while features like snaps, undercuts, bosses, ribs, and more can complicate the molding process.
It’s vital for injection molders to use the latest technology to run simulations that optimize mold design specifications and resin selection before a project goes into production—this is where SolidWorks Premium plastics flow simulation offers predictive insight in the early stages.
Part Strength and Flexibility
Material selection also plays a key role in the strength and flexibility of your molded part. Addressing specific needs early in the design process can help you prevent costly changes later. Balancing characteristics such as stiffness, durability, toughness, and others is essential for achieving optimal part performance.
Using Additives
When material performance can’t be achieved with available resins, custom blends can be created to improve the properties of multiple resins. Reinforcing materials with additives can increase part strength and add stiffness that may reduce warping and shrinkage. Additives like glass or carbon fibers can be added to improve part performance and enhance flow, ejection, and dispersion.
High Heat Materials
We mentioned the important role of design in the injection molding process, which is especially important when high-temperature materials are used to improve a part’s strength, stability, and other features needed for its specific application. Conventional molding techniques do not always work effectively with high-temperature and exotic resins.
Some properties of high-heat and exotic resins are unique and may behave differently depending on the application. To get the most out of both the design and the material, experienced design engineers and injection molders need to consider several factors. In this post, we outline some basic and advanced tips you should keep in mind when designing parts for injection molding with high-heat or exotic resins.
Calculating Plastic Residence Time
Plastic residence time is the length of time that plastic or resin is exposed to heat during manufacturing.
Taking the time to calculate the specific plastic residence time for your manufacturing process will help improve your material performance and the quality of your final product.
Understanding the residence time of the material in the first stage of the screw can help you determine the ideal time and temperature for your manufacturing process.
What Does Plastic Residence Time Affect?
If plastic residence time is too long, it can affect part quality in several ways:
- General weakness in produced parts
- Color variation
- Degradation that can’t be seen by eye
- An overall compromised product
It can also affect machine performance, leading to inconsistency in melt quality, shot weight, and melt temperature.
No matter how many shared formulas or calculations there are, plastic residence time should be determined by each manufacturer to find the ratio that works best for their specific product.
Using scientific molding practices, Rosti relies on recorded data to assess quality control and make any needed adjustments to tooling, thus improving overall part quality and avoiding the negative effects caused by poorly calculated plastic residence time.
Learn more about why calculating plastic residence time is important here.
Plastic variables require an understanding of the type of material being molded and its ideal molding conditions. When a material’s key characteristics, behavior, and response to processing are understood, scientific molders can optimize the molding process to produce the most consistent parts possible.
What Aspects of Scientific Molding Are Used in Part Design and Tool Optimization?
Building tools for prototypes and production components is one of the most time-consuming and expensive parts of developing new products. To help reduce manufacturing lead time and costs, prototyping and production processes have quickly progressed through the evolution of scientific molding practices.
Scientific molding uses data to create a process that delivers consistent, repeatable results with little to no variation. By applying resin expertise and testing, both the dimensional and mechanical properties of a molded part can be optimized. This is often done using mold fill simulation and process control systems. Predictive insight, process validation, and complete process documentation are essential for making demanding parts.
Part Optimization
Design engineers should rely on prior experience and expertise to optimize part design for unique applications. Scientific molding elements involved in part design may include using the latest software and technology, such as computer-aided engineering, mold flow, and prototype development to validate a part’s end use.
Design considerations may include:
- Radius, draft angle, sink marks, wall thickness, and more
- Gate location
- Weld line locations
- Environmental and end-use factors
- Part aesthetics
Injection molders should know how to avoid designing a part, building tooling, and starting the molding process only to find out later that the design doesn’t work in production. Prototype tooling is an excellent way to validate and optimize key mold and scientific molding variables.
Tool Optimization
Scientific molding practices can also be used to optimize tool design or to improve poorly designed tools. It’s crucial for injection molds to be evaluated for their performance in producing consistent, defect-free parts. Engineers should examine every aspect of a mold’s mechanical functionality using the right material settings.
Testing can then be conducted to check for any imbalances among cavities. Once this analysis is finished, a gate seal study can be performed to gather data on where the gates fully seal and at what points in the mold cavities. Recording findings and making recommendations for process or tooling adjustments is essential to fixing potential defects.
The Impact of Quality Control in Scientific Molding
Quality control is vital in refining and perfecting the scientific molding process. Being able to harness and analyze recorded data means adjustments can be made proactively, improving the overall quality of molded parts. After these quality benchmarks are achieved, scientific molding principles significantly streamline manufacturing flow. This increased efficiency is so significant that the need for operator intervention and machinery oversight is reduced.
Leading-edge molders are now adopting innovative “lights-out manufacturing” strategies. In these setups, advanced automated equipment handles operations that traditionally needed human intervention, demonstrating the potential of technology in today’s manufacturing.
The ongoing advancements in scientific molding empower manufacturers with technology-driven processes, giving them a strong competitive edge globally.
Additionally, RJG gives molders the ability to monitor essential parameters in real time. By providing insight into critical variables, it lets manufacturers maintain consistent quality, reduce scrap, and stabilize their molding processes. This system also helps monitor in-mold plastic pressure variations, making sure product quality stays consistent across different production runs.
RJG’s in-mold pressure sensors provide an extra layer of monitoring and control. Measuring and managing pressures inside the mold is a key factor in producing consistent, high-quality parts.
Its ability to record historical processing data on every shot means injection molders have a wealth of information available to analyze and improve their processes. This data-driven approach allows for a proactive response to any quality inconsistencies, leading to more predictable and reliable outcomes.
How Scientific Molding Has Transformed Injection Molding
Advancements in scientific molding practices have had a major impact on the plastics industry. Not only have they allowed businesses to improve cost and turnaround time, but they have also enabled plastic part producers to lower the chances of defects and increase the overall quality of the products made. Other examples include:
Competitive Advantage
When designing and producing complex injection molded parts, there’s a big advantage to having a partner who uses state-of-the-art processes and is easily accessible geographically. Many companies are seeing the benefits of keeping their manufacturing partners nearby. Being able to respond quickly and make important changes on a tight timeline is a key factor in choosing a manufacturer. When production facilities use advanced manufacturing processes, including lights-out operations, it shows their partners that they are working as efficiently as possible to produce parts.
Faster Turnaround at Lower Cost
When manufacturing processes are set up and monitored in a smart, data-driven way, companies see production capacity increase and orders completed much faster. Though it’s not appropriate for every project, automated molding is best suited for medium and high volume jobs, about 2,000 hours per year or more.
Additionally, the capacity, speed, and labor efficiencies created by scientific molding practices can be passed on to the customer, ultimately lowering the overall product cost. When managed properly, the process also improves OEM production flexibility.
Highly Trained Workforce
When we talk about automation, lights-out manufacturing, and other scientific molding solutions by an injection molder, the focus is often on the benefits of reducing human labor. While this can streamline production and may mean fewer people are involved, not every project can run only on technology. Advanced technology and processes require a highly trained and dedicated workforce that can make smart decisions and maintain equipment.
Protection of Intellectual Property
When manufacturers depend on innovation and speed to market to stay competitive in their industry, offshoring parts of production can expose designs to patent infringement, counterfeiting, and more. Choosing a reputable, knowledgeable partner that keeps everything from design, development, and production under one roof ensures the manufacturer retains all intellectual property and the knowledge gained during the process.
Is It More Expensive to Use an Injection Molder That Uses Scientific Molding Processes?
You can save money by working with a molder who uses scientific molding processes to smartly design molds and validate parts. When molds are well-designed, less material is used, and defects are reduced—both directly helping to cut costs.
Plus, working with an injection molder who can find improvement opportunities during a design for manufacturing analysis will lead to significant savings. Identifying issues early on—like radius, draft angle, wall thickness, gate location, and other moldable features—will prevent financial and cosmetic problems in the future. In fact, up to 80% of manufacturing costs are determined by design decisions.
Why Choose Rosti for Your Next Scientific Molding Project?
Scientific molding is a systematic, comprehensive approach to creating the efficiency, cost structure, and production capabilities manufacturers need to compete globally.
Implementing scientific molding practices has enabled Rosti to offer both superior quality and cost savings to our customers. By using advanced technology and processes, we can produce parts more efficiently and reduce the number of quality checks needed to ensure top-quality parts. Rosti’s highly trained and knowledgeable team gives our customers confidence that their products will be produced consistently from part one to part 2,000,000 and beyond.
Want to learn more about Rosti’s scientific molding practices? If you’d like to hear about our approach or discuss your next project, contact us today!