Design for Manufacturing
Design for Manufacturing (DFM) in Plastic Injection Molding – A Comprehensive Guide
The Goal of Design for Manufacturing
In the plastics industry, Design for Manufacturing (DFM) combines art, science, and technology to design a plastic part or product before tooling and production, ensuring it meets customer expectations for quality and cost. The goal of DFM is to deliver higher customer satisfaction, lower production costs, and greater profits.
To achieve its objectives, DFM requires collaboration between the molder, OEM, and customer. It must leverage best-in-class manufacturing processes. Its principles drive a scientific molding process that includes materials selection. DFM needs to recognize and operate within the maximum performance capabilities of the molder’s manufacturing equipment. It must incorporate cutting-edge technology such as simulation and enterprise resource planning software in the design process, and robotics and process control systems in manufacturing.
On this page, Rosti explores DFM to help our customers and potential clients understand its role during the design validation process, before tooling begins. You can download this entire page as a PDF here, read all our insights and observations by scrolling down this page, or click any of the links above to jump to a topic of interest.
The Basics and Benefits of Design for Manufacturing
Design for Manufacturing (DFM) involves designing a product to optimize manufacturing efficiency for the equipment and/or process being used, allowing you to achieve the lowest possible unit costs at the highest possible quality. The most important reason to integrate DFM when manufacturing a plastic injection molded product is that 70% of its manufacturing costs are determined by design decisions.
DFM requires choosing the right manufacturing process for a part or product; investing in different technologies; using advanced design principles (discussed below); and selecting the right materials with the right properties to deliver the consistency and quality your customers expect.
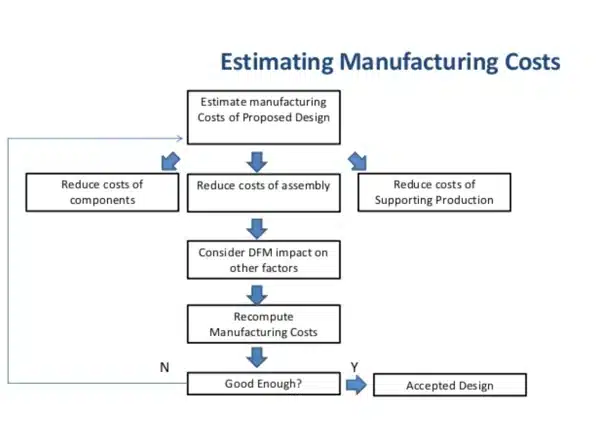
DFM is key to another customer demand: reducing manufacturing and assembly costs. A simple overview of how this is achieved is shown below; however, when a DFM plan is completed at your desk, it should function as an engineering document laser-focused on balancing quality and cost just right.
13 Design for Manufacturing Guidelines for Reducing the Costs and Challenges of Manufacturing a Plastic Component
Navigating the complexities of manufacturing plastic components can be overwhelming, full of challenges and high costs. However, applying effective design for manufacturing (DFM) principles can greatly simplify the process and cut expenses. Below are 13 key design for manufacturing guidelines, specialized for plastic component production, to help you avoid difficulties, lower costs, and streamline your manufacturing workflow.
DFM in plastic injection molding reduces costs and time to market
Applying DFM principles to plastic injection molding from the beginning not only reduces costs but also speeds up time to market. Starting DFM early, even before tooling starts, helps you identify potential issues in the design process, saving both time and resources.
Bring everyone to the table to challenge the design
Creating a successful product needs an interdisciplinary approach. This means involving engineers, designers, contract manufacturers, mold builders, and material suppliers. Each group contributes their unique viewpoint, and their combined insights help review and improve the design for better manufacturability.
Design to reduce the total number of parts
Every component in a design adds complexity and cost. By optimizing your design to minimize the total number of parts, you can significantly streamline the manufacturing process and save on materials and labor costs.
Build it with a modular design
Modular design encourages flexibility and makes assembly, repairs, and upgrades easier. It allows for interchangeable parts, reduces production time, and lowers total manufacturing costs.
Limit the number of machine operations needed
Each machine operation is a potential source of error and adds to the total cost. Limiting the number of machine operations with efficient design improves production, cuts waste, and reduces potential downtime.
Use standard components
Standard components are easy to get, less expensive, and don’t need custom production. Including them in your designs can greatly reduce costs and simplify assembly and maintenance.
Design parts to be multi-functional
Multi-functional parts perform more than one function, reducing the number of components needed. This method simplifies manufacturing while also improving the product’s usefulness and value.
Design parts for multi-use
Parts designed for multiple uses can be applied across different product lines, boosting manufacturing efficiency and cutting inventory costs. This also helps create more sustainable designs by reducing waste.
Design for ease of fabrication
Making fabrication easy should be a primary goal in design. Simple shapes and designs are easier and cheaper to make, need fewer machine operations, and are less likely to result in manufacturing errors.
Avoid separate fasteners
Separate fasteners increase assembly complexity and costs. Designing parts to snap or interlock together can simplify assembly and lessen the need for extra components.
Minimize assembly directions
Reducing the number of assembly directions simplifies the assembly process, lowers the risk of assembly mistakes, and, as a result, cuts costs. This approach can also speed up and improve the efficiency of the production line.
Maximize compliance
Meeting industry standards and regulations is essential in manufacturing. A design that automatically complies with these standards streamlines production, minimizes the risk of non-compliance fines, and increases the product’s market acceptance.
Minimize handling and consider how a design impacts the packaging and shipping of parts
Every step in handling, packaging, and shipping adds cost and increases the risk of damage. Cutting down on handling and factoring packaging and shipping into your design can create significant cost savings and improve overall product quality.
Estimating Manufacturing Costs
Why Design for Manufacturing is Important for the Injection Molding Process
Beyond just estimating manufacturing costs, your injection molder should use DFM principles to lower component costs, assembly costs, and production support costs, as well as to understand the impact of DFM decisions on other areas throughout the entire design and production process.
Another reason to choose a molder who applies DFM principles is the rising complexity of plastic injection molded parts. Tolerance, draft angles, undercuts, and other considerations must be addressed at the design stage to meet customers’ quality and cost requirements.
Benefits of Design for Manufacturing for Plastic Injection Molding
Lower Production Cost
Design for Manufacturing (DFM) can significantly reduce the production costs of plastic parts. At Plastic Components Inc., design engineers leverage DFM for injection molding to ensure products are cost-effective and efficient.
Higher Quality
By focusing on DFM from the very beginning of a project, manufacturers can improve the quality of the finished product. It ensures every aspect of the design is optimized for the injection molding process, resulting in fewer defects and higher overall quality.
Faster Time to Market
DFM streamlines the production process by eliminating unnecessary steps and inefficiencies. This can greatly shorten the time it takes for a product to move from design to market, giving manufacturers a competitive advantage.
Lower Capital Equipment Cost
By optimizing the design for the manufacturing process, DFM can reduce the need for specialized machines and tools. This means lower capital equipment costs and a more cost-effective production process.
Greater Automation Potential
DFM principles can unlock more automation potential in manufacturing. Designs optimized for automation can further reduce production costs, increase efficiency, and deliver more consistent product quality.
Accelerate Production Ramp-Up
By addressing potential production issues during the design stage, DFM allows for a smoother transition to full-scale production. This means production can ramp up faster, resulting in quicker time to market and higher customer satisfaction.
Fewer Engineering Changes
DFM helps identify and resolve potential manufacturing issues early in the design phase. This minimizes the need for expensive and time-consuming engineering changes after production has started, making the manufacturing process more efficient and cost-effective.
Lower Materials and Labor Costs
By optimizing design for efficiency and ease of manufacturing, DFM can lead to significant savings in both materials and labor. This supports a more economical and sustainable production process.
Reduce Product Development Cycle Time
DFM can drastically shorten the product development cycle by identifying possible production problems during the design phase. This makes the transition to manufacturing smoother and helps bring products to market faster.
Emphasis on Standards Reduces Costs
DFM emphasizes the use of industry standards and best practices. This not only ensures the quality and safety of the final product but also helps lower costs associated with non-compliance and rework.
Key Factors in Design for Manufacturing Optimization
Before a mold is made, top DFM practices for plastic injection molded parts include these critical elements:
Understanding Material Shrink Rate:
Shrinkage is the contraction of a molded part as it cools after injection. Every material has a different shrink rate based on resin family (amorphous vs. crystalline materials), mold design, and processing conditions. Resin may also shrink differently depending on the flow direction. As a general guideline, a 10% change in mold temperature can result in a 5% change in original shrinkage. Additionally, injection pressure has a direct impact on shrinkage rates. Higher injection pressure leads to a lower shrinkage rate. View typical mold shrink rates here.
Draft Considerations:
How a part’s features are formed in a mold determines the type of draft required. Features formed by blind holes or pockets (like most bosses, ribs, and posts) should taper to be thinner as they extend into the mold. Surfaces formed by slides may not require draft if the steel separates from the surface before ejection. Consider adding angles or tapers to product features such as walls, ribs, posts, and bosses that run parallel to the release direction from the mold, which makes part ejection easier.
- A draft angle of at least half a degree is acceptable for most materials. High-heat and exotic resins may need one to two degrees of draft. Add an extra degree of draft for every 0.001 inch of texture depth.
- Draft all surfaces that are parallel to the direction of mold separation.
- Angle walls and other features made in both mold halves to help with ejection and to keep wall thickness uniform.
Maintaining Uniform Wall Thickness:
Uniform wall thickness throughout a part (when possible) is important to avoid thick sections. Designing non-uniform walls can cause part warping as the melted material cools down.
If sections of different thickness are necessary, make the transition as smooth as possible to allow the material to flow more evenly within the cavity. This makes sure the whole mold is fully filled and reduces the risk of defects. Rounding or tapering thickness transitions also lowers molded-in stresses and stress concentrations caused by sharp thickness changes.
Choosing the right wall thickness for your part can have a significant impact on manufacturing cost and production speed. The minimum wall thickness you can use depends on the part’s size, geometry, structural needs, and how the resin flows. Injection molded part wall thickness generally ranges from 2mm – 4mm (0.080″ – 0.160″). Thin wall injection molding allows walls as thin as 0.5mm (0.020″). Work with an experienced injection molder and design engineer to ensure your part’s design and material selection allow for proper wall thicknesses.
Adding Radii to Edges:
Besides the main areas of a part, having uniform wall thickness is vital for edges and corners. Adding large radii to rounded corners brings several benefits to plastic part design, such as less stress concentration and better material flow. Parts with bigger radii are often more economical and easier to produce, and they also have better strength and appearance.
Importance of Ribs:
Many designers think thicker walls will make a part stronger, but in reality, making walls too thick can lead to warping, sinks, and other defects. Using ribs is beneficial because they add strength without thickening the walls. Ribs use less material and can be a cost-effective way to improve strength. For more stiffness, add more ribs instead of increasing their height, and space them at least twice the wall thickness apart.
Consideration of Draft Angle:
How part features are formed in a mold determines the required draft. Features shaped by blind holes or pockets (such as most bosses, ribs, and posts) should taper and become thinner as they go into the mold. Surfaces formed by slides might not need draft if the steel separates before ejection. Think about adding angles or tapers to features like walls, ribs, posts, and bosses that are parallel to the mold’s release direction to make ejection easier.
Part Finishing:
Surface finish options for plastic injection molded parts can vary depending on part design and the material’s chemical composition. Finishing options should be discussed early in the design phase, since the material selected can significantly impact the type of finish applied. If a gloss finish is desired, material selection becomes especially important. When considering additives to achieve a specific surface finish and enhance part quality, it is essential to work with an injection molder who collaborates with knowledgeable materials science professionals.
Considering these elements is fundamental for combining engineering and manufacturing expertise to catch mistakes, identify opportunities for efficiency and cost savings, and evaluate contract requirements. Typically, your injection molder will conduct a thorough analysis of these aspects with your team long before the tooling process begins.
DFM is not a standalone guideline or principle for producing plastic injection molded products or parts. It complements other design optimization approaches such as designing for functionality, assembly, and sustainability—each of which is discussed further below.
Rosti’s Four-Part Approach to Plastic Part Design for Manufacturing Optimization
Design for Manufacturing |
Design for Manufacturing (DFM) refers to designing or engineering a product to lower manufacturing costs by addressing potential issues during the design phase, which is the most cost-effective time to resolve them. Depending on the manufacturing process, there are established guidelines for DFM practices that clearly define tolerances, rules, and common manufacturing checks related to DFM. |
Design for Functionality |
During the plastic part design process, it’s crucial to focus on the part’s functional requirements. Experienced design engineers should recommend modifications to help ensure the part meets its functional needs, including what the part will be exposed to, any chemical or corrosive materials it must withstand, functional cosmetic properties, and more. |
Design for Assembly |
Design for Assembly (DFA) is a process in which products are designed for easier assembly, with the primary goal of reducing assembly time and costs. The greatest cost savings from DFA are usually realized by reducing the number of parts in an assembly. |
Design for Sustainability |
Design for sustainability focuses on creating parts with print measurement intent in mind—maintaining tolerances through proper ongoing measurement. |
Understanding Materials for Plastic Components and Their Role in Design for Manufacturing
Material selection is a vital part of the DFM process for achieving high quality, low cost, and rapid production of plastic injection molded parts and products. The vast array of plastic types and their specific properties makes collaboration between material suppliers, injection molders, and product manufacturers critically important, since addressing these needs early in the design phase helps avoid expensive changes later on.
Material selection affects strength and flexibility, temperature resistance, durability, appearance, toughness, lifespan, and (of course) production cost. Other requirements may include:
- Agency approvals
- Assembly
- Chemical resistance
- Resin availability
Choosing the right material requires experience, expertise, and discussion to balance all these factors before committing to tooling and mold building. Below, you’ll find a discussion guide and a basic overview of materials to consider for your DFM strategy and process.
Discussion Points That Guide Plastics Materials Selection for Injection Molding
Selecting the appropriate materials is a critical part of the injection molding process and requires careful consideration of many factors that impact the final product. The chosen material should match the product’s intended use, safety standards, environmental conditions, and budget constraints. The chart below highlights the key discussion points when selecting plastics for injection molding. Addressing these elements ensures manufacturers pick the most suitable and cost-effective material for their injection molding requirements.
| Chemical resistance | Child safety |
| Color | Compliance with FDA standards |
| Compliance with NSF standards | Compliance with REACH standards |
| Compliance with RoHS standards | Dielectric properties |
| Economic or cost constraints | Embossing requirements |
| Environmental conditions | Finish requirements |
| Flexibility | Food safety |
| Heat, flame or burn resistance | Material strength |
| Mechanical conditions | Need for reflectivity or transparency |
| Pressure resistance | Rigidity |
| Shelf life | Weight resistance |
A Basic Guide to Material Selection for Injection Molding
Manufacturers use a wide range of plastics to mold parts that are incorporated into products, and they are increasingly replacing traditional materials like bronze, stainless steel, aluminum, and ceramics. Some of the main reasons for using or switching to plastic include a longer overall part lifespan, less wear on other components, faster production line speeds, corrosion resistance, and weight reduction. Additionally, companies report an average cost savings of 25-50 percent when converting parts to plastic, which often demonstrates superior performance features.

Source: Grandview Research, Injection Molded Plastic Market Report by Raw Material, https://www.grandviewresearch.com/industry-analysis/injection-molded-plastics-market
Teaming up with your injection molding partner to select the best resin early in the design for manufacturability process is key to successful part production.
Material selection plays a critical role in the strength and flexibility of your molded part. Addressing specific requirements early in the design phase helps you avoid expensive changes later. Balancing characteristics like stiffness, durability, toughness, and more is crucial for optimal part functionality. It’s also important to understand the key differences among the most commonly used resins.
ABS (acrylonitrile butadiene styrene) is a widely used injection molding material that can be sourced and molded with relative ease and at an affordable price. It’s a strong, durable material with good impact resistance, is easy to machine, and meets many aesthetic requirements. However, ABS is not suitable for parts exposed to sustained high heat, as it can warp or melt at or above 200 degrees Fahrenheit.
Polycarbonates are a high-grade group of thermoplastics that are easily molded and often enhance shatter resistance. Naturally transparent, polycarbonate is perfect for high-strength, glass-like uses (such as safety goggles, medical lab applications, and more). Polycarbonate is not ideal for applications needing higher flexibility or for colored finishes.
Glass-filled nylon is a reinforced thermoplastic in which glass fibers are added to the base nylon resin for added strength and heat resistance. This resin is also more electrically nonconductive than many others, but although it has a high melting point, it’s more prone to burning than other materials.
Polypropylene is a flexible thermoplastic well suited for both industrial and consumer applications. It’s known for its high pliability, allowing it to be manipulated many ways without losing its original form. Polypropylene also offers resistance to solvents, chemicals, and UV rays.
Acetal is recognized for great friction resistance and very high rigidity. It can be easily colored and dyed during molding, but it does not offer superior heat resistance.
One of the most important steps when preparing for injection molding resin selection is to create a comprehensive list of material requirements for the product. This list should definitely include price targets and resin availability—since resin supplies can be unpredictable, backup resin choices should also be considered.
It’s also important to keep in mind that some characteristics of high-heat and exotic resins are unique and may perform differently depending on the application. To fully realize both the design and the material’s benefits, experienced design engineers and injection molders have several factors to evaluate.
Understanding Surface Finishing and Its Role in Design for Manufacturing
Designing a plastic part or product for manufacturing, before mold or tooling creation, must involve discussions and decisions about surface finishing. Conversations about the desired appearance and performance characteristics of the finish will affect the type of material chosen, required additives, and other parameters like fill rate, pressure, and temperature tolerances.
During the design phase, the plastic injection molding partner, OEM, and customer should discuss the intended outcomes for the part or product, such as the need for:
- Allowing trapped gases to escape quickly
- Eliminating plastic flow marks
- Improving sticker adhesion
- Improving grip
- Improving paint adhesion
- Producing a high polish finish
- Producing a smooth finish
- Producing the highest polish finish
- Removing tooling marks
- Using texture to create undercuts
Like other components of the DFM approach, surface finishing is part of the cost/quality/customer satisfaction equation that needs to be addressed at the beginning of a contract.
Material Finishes
Material finishes play a vital role in the appearance, functionality, and durability of injection molded parts. These finishes can range from a very high gloss to a rough, textured surface, each serving a specific purpose and application. This guide offers a comprehensive overview of different material finishes, their corresponding SPI standards, the techniques used to achieve them, and their typical surface roughness measurements. This information will help you make informed choices about the right finish for your injection molded parts, ensuring they meet both visual and functional requirements.
| Finish | SPI* Standard | Finishing Method | Typical Surface Roughness Ra (μm) |
| Super high glossy finish | A-1 | Grade #3, 6000 Grit Diamond Buff | 0.012 to 0.025 |
| High glossy finish | A-2 | Grade #6, 3000 Grit Diamond Buff | 0.025 to 0.05 |
| Normal glossy finish | A-3 | Grade #15, 1200 Grit Diamond Buff | 0.05 to 0.10 |
| Fine semi-glossy finish | B-1 | 600 Grit Paper | 0.05 to 0.10 |
| Medium semi-glossy finish | B-2 | 400 Grit Paper | 0.10 to 0.15 |
| Normal semi-glossy finish | B-3 | 320 Grit Paper | 0.28 to 0.32 |
| Fine matte finish | C-1 | 600 Grit Stone | 0.35 to 0.40 |
| Medium matte finish | C-2 | 400 Grit Stone | 0.45 to 0.55 |
| Normal matte finish | C-3 | 320 Grit Stone | 0.63 to 0.70 |
| Satin textured finish | D-1 | Dry Blast Glass Bead #11 | 0.80 to 1.00 |
| Dull textured finish | D-2 | Dry Blast #240 Oxide | 1.00 to 2.80 |
| Rough textured finish | D-3 | Dry Blast #24 Oxide | 3.20 to 18.0 |
| As machined | – | Finished to the machinist’s discretion | 3.20 (with visible machining marks) |
Source: K. Varotsis, “Injection Molding SPI Surface Finishes”, Hubs https://www.hubs.com/knowledge-base/injection-molding-spi-surface-finishes/#finishes
Other Plastic Part Finish Options Include:
- Natural Exotic
- Micro Surface Finishes
- Multi-Gloss Patterns
- Graphics
- Leather Grains/Hides
- Woodgrain, Slate, and Cobblestone
- Geometric and Linens
- Images or logos incorporated into the pattern
Technology Supporting the Plastic Injection Molding Design for Manufacturing Process
The recent advancements in plastic injection molding have been strongly defined by the adoption of scientific molding principles and related technologies. The scientific molding approach is intended to: (1) reduce development costs and timelines by eliminating trial and error, (2) create reliable, error-free tooling that reduces costly rework and improves part quality, and (3) establish a repeatable and auditable manufacturing process. This strategic method effectively integrates technology at every stage of production, enhancing both efficiency and quality.
A key technology used in plastic injection molding is simulation software such as SOLIDWORKS® Plastics Premium. Widely used for mold flow simulation, SOLIDWORKS enables engineers to anticipate and address potential manufacturing challenges during the design phase itself. This helps create efficient and cost-effective molds while reducing the time and expense associated with physical prototyping and iterative processes.
Another crucial aspect of scientific molding is the use of process control systems, especially RJG eDart®. This system tracks and logs all variables in the injection molding process, providing real-time data on factors like cavity pressure, temperature, shot size, and screw position. The data generated can be used to identify trends and adjust parameters for better performance.
Rosti is a great example of an organization effectively using RJG eDart in its operations. This process control system plays a key role in maintaining Rosti’s high standards of quality control and production efficiency. With RJG eDart, Rosti tracks and records all variables in the injection molding process in real time. The collected data—which includes elements such as cavity pressure, temperature, shot size, and screw position—provides a deep understanding of the production process.
This wealth of data allows Rosti to quickly identify any trends or irregularities, making it possible to adjust as needed to maintain optimal production parameters. For example, any shifts in cavity pressure or temperature could indicate potential problems with the molding process, which could then be fixed before they impact the final product quality. This proactive approach ensures consistent quality control, reduces waste, and improves production efficiency, reflecting the principles of scientific molding at Rosti.
To integrate the different technology components, advanced Enterprise Resource Planning (ERP) software like IQMS is used. This software acts as a centralized platform for financial and operational management. By combining simulation software, process control systems, and ERP software, companies like Rosti can make sure their products are consistently high-quality and produced cost-effectively. However, successfully implementing and integrating these technologies in the plastic injection molding DFM process requires strong communication and collaboration across multiple disciplines.
Advantages of a Scientific Molding Process
Scientific molding is a disciplined, systematic approach to injection molding that is data-driven and focused on producing high-quality, repeatable results. By applying scientific principles and rigorous testing, this method offers a variety of advantages that enhance efficiency and optimize results. From smart material selection to optimizing part design and tooling, the scientific molding process lets engineers use past experience and knowledge to address unique applications effectively. Additionally, the ability to capture and analyze data is vital for quality control, providing valuable insights for continuous improvement of part quality. Here are some key benefits of using a scientific molding process in your manufacturing operations.
- Establishes a data-driven process that delivers repeatable results with little to no variation
- Makes smart material selection easier
- Allows design engineers to optimize part design for unique applications by building on prior experience and expertise
- Can be used to optimize tool design or to improve poorly designed tools
- Logged data can be used to assess quality control and make any needed adjustments to improve overall part quality
Design for Manufacturing Case Study: How Rosti China’s Innovative DFM Approach Simplified Sous Vide and Turned a Start-Up into an Award-Winning Global Success

Adopting DFM was key to designing and successfully producing the complex device, which required both excellent aesthetics and strong functionality.
A company approached Rosti China with the challenge of designing and manufacturing a cooking device that would simplify the sous vide technique for home use. The design had to blend functionality with superior aesthetics, presenting a complex design and engineering challenge for Rosti China.
Using their expertise in injection molding and understanding of heat tolerances, Rosti China delivered a durable product that could withstand long periods of immersion in hot water, while also achieving a design commonly found in high-end electronics.
Rosti selected a resin with properties suitable for the food industry and a visually appealing clean finish. By developing an overmolding technique commonly used in watch manufacturing, Rosti protected the device’s motor, heater, and circuit board within an extruded tube.
The product succeeded in Europe and North America, winning an international design award and leading to the startup’s acquisition by a multinational home appliance company. Rosti China’s ability to achieve outstanding results shows the importance of ambitious product design and working closely with experienced industry experts.
The approach taken by Rosti China emphasizes the vital role that DFM plays in a project’s overall success. It lowers production costs and improves efficiency in the manufacturing process, ensuring that the final product meets the client’s and end users’ requirements and expectations.
Summary
Plastics manufacturing is a highly competitive, global industry where companies face both time and cost pressures. Avoiding delays and reducing risks of expensive design changes can help your product reach the market before your competitors.
The clear boundary that once separated development and production is now often blurred, with manufacturers relying on industry design experts to participate in the design for manufacturability process. In fact, manufacturers rank design as the top factor in reducing their overall manufacturing costs.
Over the years, best practices for tooling and part manufacturing have evolved significantly. While production checklists remain key parts of the process, the work done earlier in the development cycle is what truly creates efficiencies in time and budget. When a toolmaker or injection molder gets involved early in the development process, customer goals are better understood and unexpected surprises are avoided.
Are you searching for an injection molding partner who can offer expert advice from design through production? Connect with Rosti’s experienced team members who specialize in all areas of design for manufacturability, development, and production.